
Waarom aluminium het ontwerp van motorbehuizingen domineert
De aluminium elektromotorbehuizing is de standaardkeuze geworden voor industriële, commerciële en automotortoepassingen – en met goede reden. Aluminiumlegeringen bieden een combinatie van eigenschappen die geen enkel concurrerend materiaal volledig kan reproduceren: lage dichtheid, hoge thermische geleidbaarheid, corrosieweerstand en uitstekende bewerkbaarheid, en dit alles tegen kosten die efficiënt kunnen worden geschaald met het productievolume.
De kern van het voordeel van aluminium is thermisch beheer. Een elektromotor genereert tijdens bedrijf continu warmte, en de behuizing moet die warmte snel genoeg afvoeren om wikkelingen, lagers en isolatie te beschermen tegen voortijdige degradatie. De thermische geleidbaarheid van aluminium is ongeveer 150 – 200 W/m·K – grofweg vier tot vijf keer hoger dan gietijzer – stelt motorontwerpers in staat de bedrijfstemperatuur binnen veilige grenzen te houden zonder de behuizing te groot te maken of externe koelsystemen toe te voegen.
Bijkomende factoren die de verschuiving naar aluminium motorbehuizingen aandrijven:
- Gewichtsreductie: Aluminium heeft ongeveer een derde van de dichtheid van gietijzer. Voor mobiele platforms – vorkheftrucks, elektrische voertuigen, industriële robots – vergroot elke kilogram die wordt bespaard op de motorbehuizing direct het batterijbereik of verbetert de dynamische prestaties.
- Corrosiebestendigheid: Aluminium vormt van nature een beschermende oxidelaag, waardoor het in veel toepassingen geschikt is voor vochtige, natte of chemisch actieve omgevingen zonder extra beschermende coatings.
- EMI-afscherming: Aluminium behuizingen dempen effectief elektromagnetische interferentie, beschermen gevoelige motorbesturingselektronica tegen externe ruis en voorkomen dat de eigen schakelfrequenties van de motor naar buiten uitstralen.
- Recycleerbaarheid: Aluminium is 100% recycleerbaar, waarbij slechts ongeveer 5% van de energie nodig is voor de primaire productie, wat de doelstellingen van de circulaire economie ondersteunt die steeds meer verplicht worden gesteld op de Europese en Aziatische automarkten.
Aluminium elektrische motorbehuizing: legeringen en productiemethoden
Niet alle aluminium motorbehuizingen zijn op dezelfde manier gemaakt. Het productieproces bepaalt de haalbare toleranties, oppervlakteafwerking, wanddikte en uiteindelijk de thermische en structurele prestaties van het voltooide onderdeel. Drie methoden domineren de productie.
Spuitgieten
Hogedrukspuitgieten (HPDC) is het meest gebruikelijke proces voor motorbehuizingen met middelhoog tot hoog volume in het bereik van 0,5 – 30 kW. Gesmolten aluminium – typisch A380- of ADC12-legering — wordt bij een druk van 700 – 1.400 bar in een stalen matrijs geïnjecteerd, waardoor in cyclustijden van 30 – 90 seconden een bijna netvormig onderdeel ontstaat. Spuitgieten maakt complexe geometrieën mogelijk, waaronder geïntegreerde montagenokken, koelvinnenarrays en leidinginvoerpunten in één enkele bewerking. Maattoleranties van ±0,1 – 0,3 mm zijn standaard, voldoende voor de meeste motorboringen en eindklokpassingen.
Extrusie
Extrusie produces a continuous aluminum profile that is then cut to length and finish-machined into the motor casing. This process is particularly well-suited to tubular motor housings with a constant cross-section — the standard architecture for many servo motors, linear motors, and the vorkheftruck geëxtrudeerd motorhuis besproken in de volgende sectie. Veel voorkomende legeringen voor geëxtrudeerde motorbehuizingen zijn onder meer 6061-T6 en 6063-T5 , gekozen vanwege hun evenwicht tussen sterkte, extrudeerbaarheid en bewerkbaarheid. Wanddiktes van slechts 1,5 mm zijn haalbaar, waardoor het gewicht wordt geminimaliseerd zonder dat dit ten koste gaat van de structurele stijfheid.
Zandgieten en zwaartekrachtgieten
Voor grote motorframes (doorgaans framegroottes van meer dan 55 kW) en voor aangepaste bestellingen met een laag volume biedt zandgieten of zwaartekrachtgieten (permanente mal) lagere gereedschapskosten dan HPDC. Legeringen zoals A356-T6 zijn standaard en bieden na warmtebehandeling treksterktes van 220 – 280 MPa. De oppervlakteafwerking en maatconsistentie zijn lager dan die van matrijs- of extrusiemethoden, dus er wordt rekening gehouden met extra bewerkingsmateriaal in het gietontwerp.
| Proces | Gemeenschappelijke legering | Typische tolerantie | Beste voor |
|---|---|---|---|
| Hogedrukspuitgieten | A380, ADC12 | ±0,1 – 0,3 mm | Groot volume, complexe geometrie, 0,5 – 30 kW |
| Extrusie CNC Machining | 6061-T6, 6063-T5 | ±0,05 – 0,15 mm | Buisbehuizingen, servo- en vorkheftruckmotoren |
| Zand-/zwaartekrachtgieten | A356-T6 | ±0,5 – 1,5 mm | Grote frames (>55 kW), klein volume op maat |
Geëxtrudeerde motorbehuizing voor vorkheftrucks: ontwerpprioriteiten en -vereisten
De vorkheftruck geëxtrudeerd motorhuis werkt in een van de meest veeleisende omgevingen waar een motorbehuizing mee te maken krijgt: constante trillingen van magazijnvloeren, blootstelling aan accuzuurdampen, hydraulische olienevel, thermische wisselingen tussen binnen- en buitenomgevingen en de mechanische schokken van lasten. Door aan deze voorwaarden te voldoen en tegelijkertijd de aandrijflijn zo compact en licht mogelijk te houden, zijn de ontwerpvereisten ongebruikelijk streng.
Structurele integriteit onder trillingen en schokken
Tractie- en hydraulische motoren van vorkheftrucks worden doorgaans rechtstreeks op het chassis of het hydraulische blok gemonteerd, zonder trillingsisolatie. De behuizing moet daarom bestand zijn tegen vermoeiingsscheuren bij montagenokken en lagerzittingen onder voortdurende cyclische belasting. 6061-T6 aluminium is de voorkeurskeuze voor geëxtrudeerde vorkheftruckbehuizingen, omdat de treksterkte van 310 MPa en de vloeigrens van 276 MPa voldoende marge bieden ten opzichte van de schokbelastingen die worden gegenereerd tijdens het oppakken van pallets en het rijden over dockplaten. De geometrie van de montageflens is doorgaans 20 – 30% dikker dan de minimale structurele vereiste om de voorspanning van de bout op te vangen en wrijvingscorrosie op het grensvlak te voorkomen.
Afdichting en IP-classificatie
De meeste vorkheftruckmotorbehuizingen zijn bedoeld IP54- of IP65-bescherming — volledige stofuitsluiting en bescherming tegen waterstralen afkomstig van schoonmaakwerkzaamheden in magazijnen. Om dit te bereiken met een behuizing van geëxtrudeerd aluminium zijn nauwkeurig bewerkte pasvlakken van de eindklokken nodig (oppervlakteafwerking Ra ≤ 1,6 µm), doorlopende O-ringgroeven en roestvrijstalen bevestigingsmiddelen om galvanische corrosie op het grensvlak staal-aluminium te voorkomen. Bij leidinginvoerpunten wordt gebruik gemaakt van compressiewartelfittingen in plaats van eenvoudige uitbreekpoorten.
Dermal Management in a Confined Space
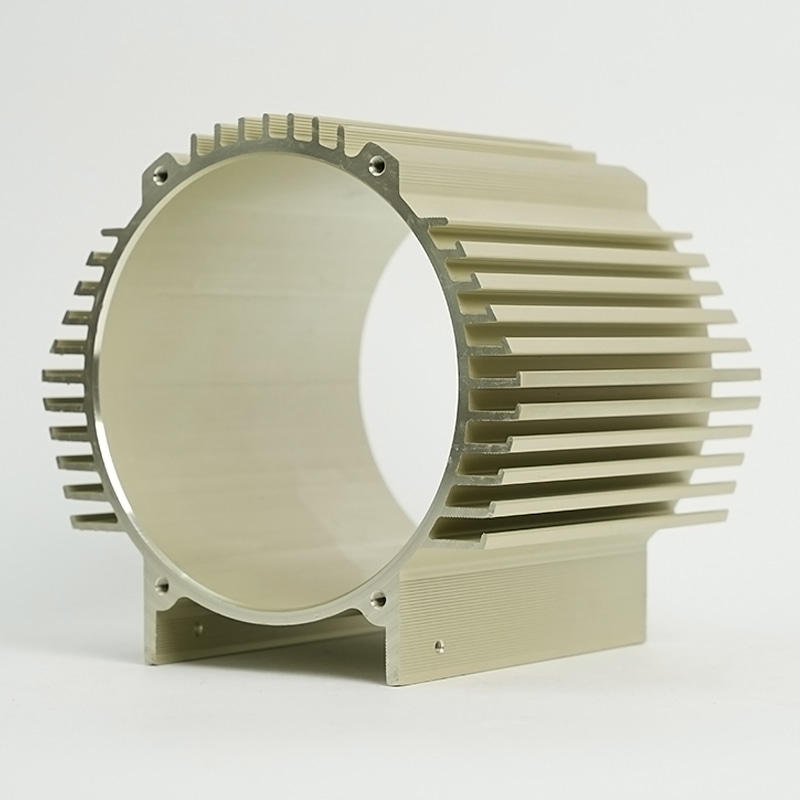
Heftruckmotoren werken vaak met hoge bedrijfscycli – waarbij herhaaldelijk ladingen van meerdere ton worden versneld en vertraagd – wat aanzienlijke warmte genereert in een fysiek compact pakket. Geëxtrudeerde behuizingen voor deze toepassing bevatten vaak longitudinale externe vinnen rechtstreeks in de extrusiematrijs gevormd, waardoor het oppervlak voor convectieve koeling met 60 – 120% toeneemt in vergelijking met een cilinder met vlakke wand van vergelijkbare afmetingen. Sommige ontwerpen voegen interne spiraalgroeven of axiale kanalen toe die geforceerde vloeistofkoeling mogelijk maken wanneer de toepassing dit vereist.
Aluminium pompmotorbehuizing: corrosiebestendigheid en vloeistofcompatibiliteit
De aluminium pompmotorhuis deelt veel ontwerpprincipes met algemene elektromotorbehuizingen, maar wordt geconfronteerd met een unieke reeks uitdagingen op het gebied van chemische compatibiliteit die bij de meeste motoren in droge omgevingen ontbreken. Afhankelijk van het verpompte medium – water, eenfvalwater, landbouwchemicaliën, brandstoffen, voedselveilige vloeistoffen of corrosieve industriële vloeistoffen – kan de externe omgeving rond het motorhuis zeer agressief zijn.
Legeringsselectie voor natte omgevingen
In schone zoetwater- of HVAC-pomptoepassingen met gekoeld water, standaard A380 gegoten of 6061 geëxtrudeerd aluminium presteert goed zonder aanvullende behandeling. Echter, toepassingen waarbij:
- Zeewater of pekel: Vereist legeringen uit de 5000-serie (bijv. 5052, 5083) met een hoger magnesiumgehalte voor chloridebestendigheid, of geanodiseerd 6061 met afgedichte anodisatie tot een dikte van ≥ 25 µm.
- Landbouwchemicaliën of meststoffen: Het gaat vaak om ammoniumverbindingen die standaard aluminiumoxidelagen aantasten; epoxypoedercoating of chemisch bestendige PTFE-coating over de aluminium schaal is standaardpraktijk.
- Voedsel- en drankverwerking: Vereist FDA-conforme geanodiseerde of geverfde oppervlakken, zonder blootliggend ruw aluminium dat in contact zou kunnen komen met de productstroom; spleetvrije externe ontwerpen voorkomen het herbergen van bacteriën.
Onderdompelbare versus kortgekoppelde ontwerpen
Pompmotorbehuizingen zijn grofweg in twee installatietypes te verdelen. Kortgekoppelde pompmotoren monteer direct achter de pompkop met een gedeelde as; de motorbehuizing wordt blootgesteld aan spatten en damp maar niet ondergedompeld, dus standaard gegoten aluminium behuizingen met IP55-classificatie zijn over het algemeen voldoende. Dompelpompmotoren vereisen dat de behuizing als drukvat fungeert; de aluminium schaal moet bestand zijn tegen externe hydrostatische druk (doorgaans 3 – 10 bar voor boorgatpompen) terwijl de waterdichte integriteit op alle afdichtingsinterfaces behouden blijft. Wanddikteberekeningen voor onderwaterbehuizingen volgen de ontwerpcodes voor drukvaten (ASME Sectie VIII of EN 13445), waarbij veiligheidsfactoren van 3 – 4× worden toegepast op de ontwerpdruk.
Oppervlaktebehandelingen voor aluminium behuizingen van pompmotoren
De right surface treatment dramatically extends service life in pump environments. Common options and their typical use cases:
- Hard anodiseren (Type III): Produceert een aluminiumoxidelaag van 25 – 75 µm met een Vickers-hardheid van 400 – 600 HV. Ideaal voor aan slijtage blootgestelde oppervlakken en milde chemische omgevingen. Kosteneffectief voor 6061 en 6063 legeringen.
- Epoxy poedercoating: 60 – 100 µm filmdikte; uitstekende zoutsproeibestendigheid (1.000 – 3.000 uur volgens ASTM B117); geschikt voor spatzones in de landbouw en op zee. Vereist een grondige voorbereiding van het oppervlak (chromaatconversie of voorbehandeling met zirkonaat).
- Stroomloos vernikkelen: Uniforme coating haalbaar op complexe interne geometrieën; biedt corrosie- en slijtvastheid in pompmotoren voor chemische processen waarbij anodiseren niet compatibel is met de elektrolyt.
- Chromaatconversiecoating (Alodine/Iridite): Dunne (1 – 5 µm) geleidende coating die voornamelijk wordt gebruikt als primer of voor EMI-kritische behuizingen waarbij de geleidbaarheid van het oppervlak over de gehele schaal moet worden gehandhaafd.
Een aluminium motorbehuizing specificeren: checklist met belangrijke parameters
Of het nu gaat om het sourcen van een aluminium elektromotorbehuizing , a vorkheftruck geëxtrudeerd motorhuis , of een aluminium pompmotorhuis , moet het specificatieproces deze kritische parameters vastleggen om ervoor te zorgen dat de leverancier een onderdeel levert dat geschikt is voor het beoogde doel:
- Motorframegrootte en IEC/NEMA-aanduiding: Definieert de boringdiameter, de cirkel van de eindklokbout, de speling voor het uitsteeksel van de as en de afmetingen van de montagevoet. Alles moet binnen de toleranties van de relevante norm worden gehouden.
- Vermogen en inschakelduur: Bepaalt de wanddikte voor warmteafvoer en structurele belastingen. Een motor van 10 kW die in S1-bedrijf (continu) draait, vereist een agressiever thermisch ontwerp dan hetzelfde frame in S3-bedrijf (intermitterend).
- IP / NEMA-behuizingsclassificatie: Specificeert afdichtingsvereisten die rechtstreeks van invloed zijn op de geometrie van de eindklok, de afmetingen van de pakkinggroeven en de keuze van de bevestigingsmiddelen.
- Bedrijfsomgeving: Bevestig de aanwezigheid van chemische blootstelling, onderdompeling, spoeling, trillingsniveaus (ISO 10816 ernstzone) en omgevingstemperatuurbereik.
- Legering en humeur: Vermeld de vereiste legering expliciet. Laat dit niet aan het oordeel van de leverancier over als de toepassing specifieke sterkte-, bewerkbaarheid- of corrosie-eisen stelt.
- Oppervlaktebehandeling en afwerking: Specificeer het coatingtype, de minimale dikte, de hechtingstestnorm en eventuele kleurvereisten. Referentie van toepasselijke normen (MIL-A-8625 voor anodiseren, ASTM B117 voor zoutsproeitesten).
- Kritische toleranties: Noem de rondheid van de boring (rondheid), de diameter van de lagerzitting en de passingsklasse (typisch H7/k6 of H7/m6) en kijk naar de loodrechtheid ten opzichte van de as van de boring; deze hebben rechtstreeks invloed op de levensduur van de lagers en de trillingsniveaus.
- Certificeringen en documentatie: Vereist materiaaltestrapporten (MTR's) volgens EN 10204 3.1 of 3.2, dimensionale inspectierapporten en oppervlaktebehandelingscertificaten voor elke productiebatch.
Een goed gespecificeerde aluminium motorbehuizing – gegoten voor productie in grote volumes, geëxtrudeerd voor de aandrijflijn van een vorkheftruck of speciaal behandeld voor een corrosieve pompomgeving – levert tientallen jaren betrouwbare service terwijl het systeemgewicht, de thermische weerstand en de totale eigendomskosten op het laagst haalbare niveau blijven.

















